
INTEGRATED FEED-FORWARD ARTIFICIAL NEURAL
NETWORKS SYSTEM FOR MACHINES TOOLS SELECTION
Romdhane Ben Khalifa, Noureddine Ben Yahia, Ali Zghal
ESSTT, University of Tunis , 5 Av Taha Hussein, BP.56 Bab Mnara Tunis, Tunisia
Keywords: CAPP, Feed-Forward neural networks, CAD/CAM, machining features, Machine-tools, cutting tools.
Abstract: The choice of the machine tools is one of the considerations of manufacturing companies which depend
primarily on machining process, by deciding how a finished product will be manufactured. The activity of
tools choice is established in geometry of machining features, but it also has a direct impact on workability
and execution of machine-tool. We propose in this paper an integration module of the automatic choice of
machine tools in the environment of systems CAD/CAM, which consisted in the two neuronal systems
NN1 and NN2; NN1 allows the automatic machining machines choice. NN2 makes it possible to choose
cutting tools for machining features. In this work, we have worked two complementary parts for the
integration of the automatic choice of machine tools. Firstly we developed a neuronal system for selection
of machine tools classes. Secondly, we have created an interface of neuronal system integration which
exploits machining features geometrical data to be carried out by Visual Basic programming.
1 INTRODUCTION
By reason of the increasing competition to the world
market, the manufacturing companies always seek
advanced technologies to gain benefit. Indeed, the
total integration of computer-aided design and
computer-aided manufacture (CAD/CAM) were a
goal, for industries as well as for researchers,
towards the realization of the concurrent design of
the products and the process. However, the
automatic machining process planning CAPP
"Computer Aided Process Planning" plays a
significant role in the integrity of CAD/CAM
systems (C. Gologlu, 2004). One of the principal
objectives of the automatic system of machining
process planning is to interpret the information of
design and to prescribe the operations of machining
appropriate and conformed to the conditions
determined by the designer.
More over, the development of the systems by
using the artificial intelligence increased the
diversity of representation of knowledge and
generalization which approaches generative
machining process planning, having as a result the
improved execution of the systems of automatic
machining process planning.
In this research work, we used multi-layer neural
networks for the choice of machines and cutting
tools, starting from information extracted from
machining features.
However, Neural Networks are powerful to
replace the methods of classifications, like their high
speed of resolution and their aptitude of training and
significant adaptation. We have benefited from these
performances to apply neural networks for automatic
choice of machines-tools during the generation of
machining process planning.
The first part of this communication relates to
modeling of the machining features, like their
characteristics. The second part is devoted to the
development of neuronal system structure for the
automatic choice of machine and cutting tools. In the
third part of this communication we will present the
interface of neuronal system integration. We finish
by interpretations of the results of performances of
neuronal system for the automatic choice of
machines and cutting tools starting from a case
study, as well as a conclusion.
161
Ben Khalifa R., Ben Yahia N. and Zghal A. (2005).
INTEGRATED FEED-FORWARD ARTIFICIAL NEURAL NETWORKS SYSTEM FOR MACHINES TOOLS SELECTION.
In Proceedings of the Second International Conference on Informatics in Control, Automation and Robotics, pages 161-169
DOI: 10.5220/0001188101610169
Copyright
c
SciTePress
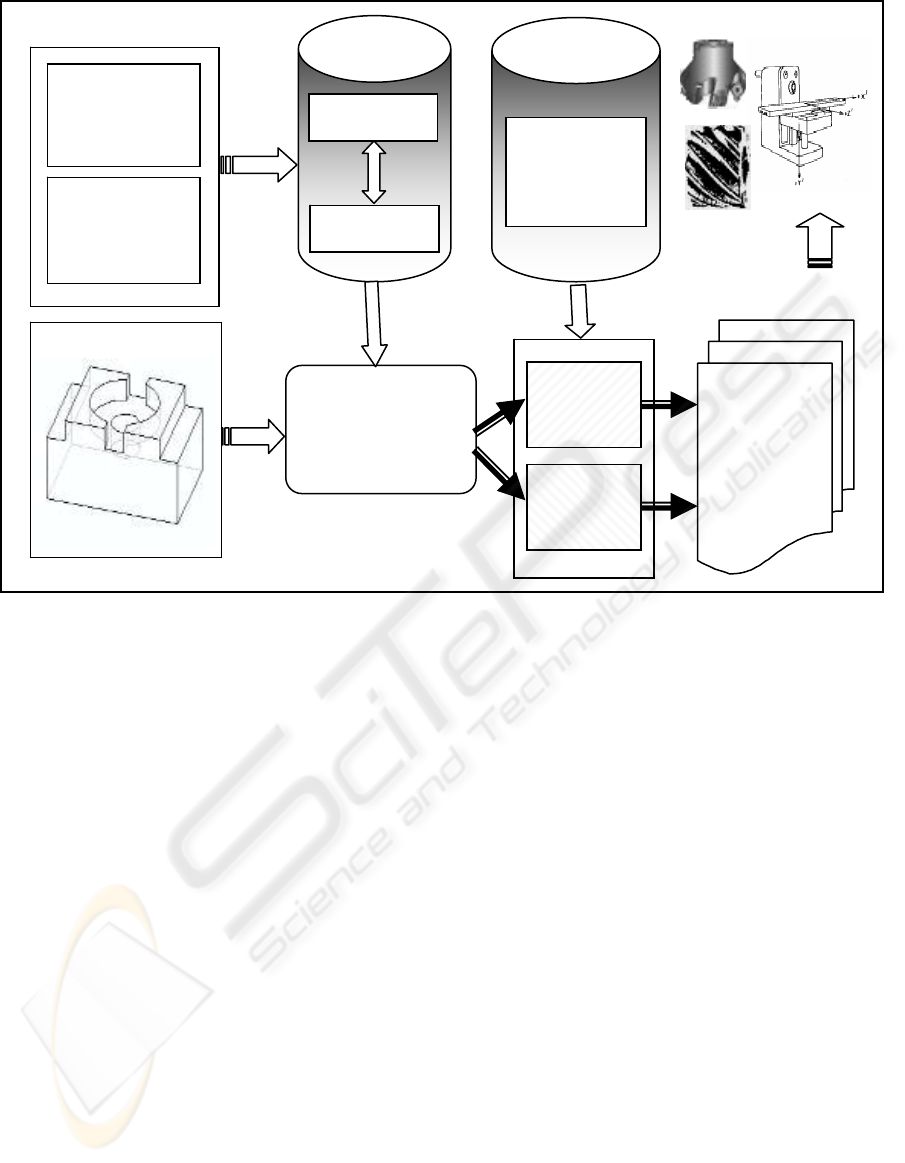
We present in figure 1 the module of the neuronal
system for the selection of the classes of machines-
tools.
2 DEVELOPMENT OF
NEURONAL SYSTEM NN1 FOR
THE CHOICE OF MACHINES
TOOLS
During the development of this module, we have
begun by the creation of database of know-how
starting from an investigation in manufacturing
mechanical companies, with production specialists,
experts, mechanical engineers and skilled workers
production in machining, as well as teachers of
mechanical production.
Indeed, the method used in the expertise of the
production specialists or equivalents is entitled
ETED (Emploi Type Etudié dans sa Dynamique: Job
kind in dynamic study)
(MANDON. N, 1991),
which makes it possible to carry out talks and to
structure the results of the investigations
(W.Eversheim et al., 2001).
There are several manners of classifying the
machines tools, such as: by type of employment, by
architecture (with horizontal spindle, vertical spindle
and directional spindle), by type of order
(conventional, automatic, numerical control... etc),
and by dimensions (displacement following 3 axes
X, Y, Z... etc). In our study we propose a
classification of the machines tools according to the
number of possible axes in a machine tool (one axis,
two axes, three axes, four axes, five axes). This
classification is related to morphologies of
machining features, like their type of machining and
their operations possible (table 1). We show on
figure 2 the structure of neuronal system NN1 which
is based on the choice of machines tools families in
relation to machining features. The inputs of the
network are the criteria of selection of machine-tools
which are extracted from the basic module of
database of know-how.
Machining
f
eatures
Machines/C
u
t
-tin
g
tools
Database of the
know-how
Workshop of
machining:
- Machines
- Cutting
tools
Resources of
machining available
Classification:
(Families of
machines-tools)
Classification:
(Families of cutting
tools)
Criteria of selection of
machines-tools and cutting
tools in relation to
machining features.
NN1
NN2
Machines
Cutting tools
Machining features
Figure 1: Module of neuronal system for selection of machine-tools and cutting tools
ICINCO 2005 - INTELLIGENT CONTROL SYSTEMS AND OPTIMIZATION
162
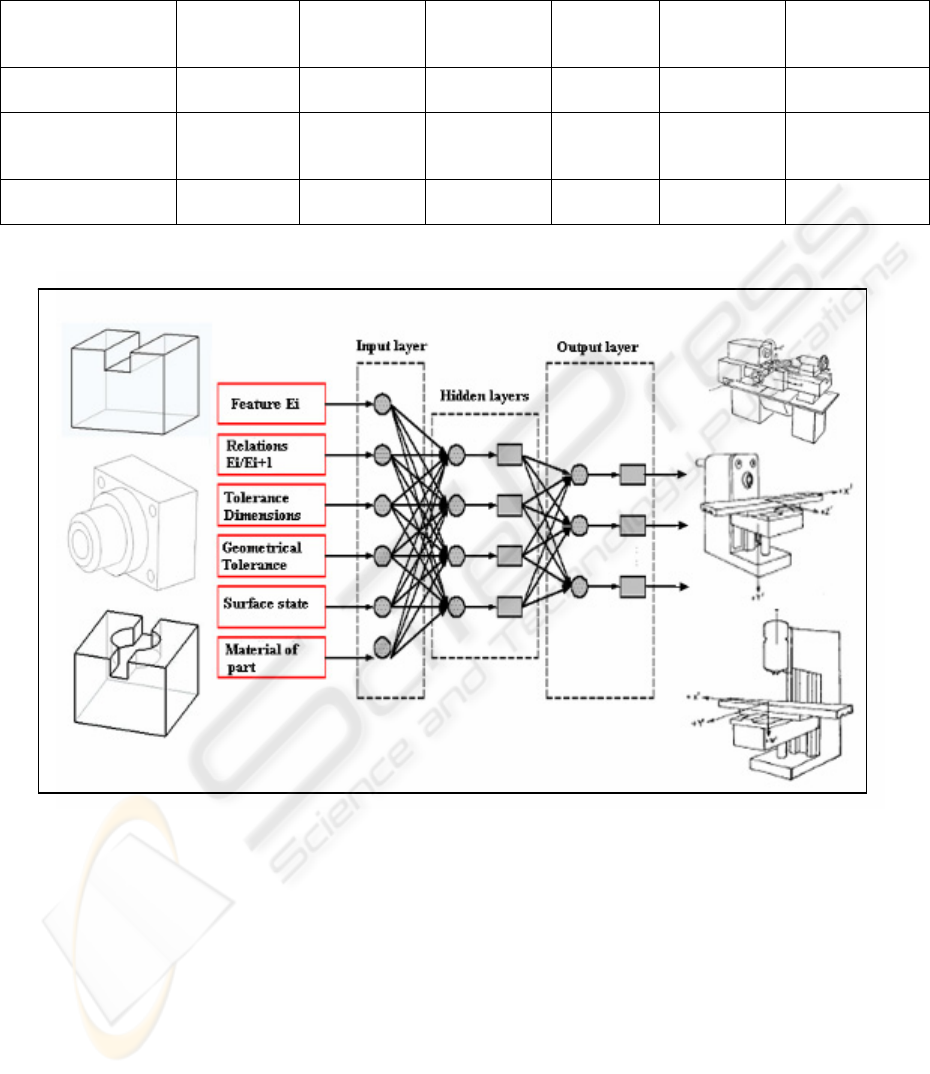
Table 1: Classification of the rotating tools
The necessity of the automatic choice of a
machine-tool in mechanical manufacturing is today
a very interesting stage for the efficiency of a
machining operation as well as the reliability of a
manufacture process planning (G. Chryssolours et
al., 2001) (Chiung Moon et al.,2002)
. Indeed, to
manufacture a machining feature, it exists several
possibilities of machine-tool selection, however to
optimize this choice we must respect certain number
of criteria of the choice of machine-tool (the
morphology of the piece to manufacture,
measurements, the asked precisions, the
dimensional, geometric and technological
constraints,…etc) [5].
The automatic system of the choice of machines-
tools which we used in this study is based on multi-
layer artificial neural networks. They have the
advantage to permit with a certain number of tests to
select the appropriate machine-tool with the
characteristics of proposed machining features
(I.Drstvensek et al., 2000).
The model of multi-layer
neural networks is based on a simple representation
of the biological neurons in form of a function of
several variables. For this sort of networks, the
activity of a neuron is modeled by a real number and
the synapses by coefficients. As their name
indicates it, the multi-layer neural networks are
divided into layers; the first layer is a layer of inputs
Classes of
Machines-Tools
Class 1
(1 axis)
Class 2
(2 axes)
Class 3
(3 axes)
Class 4
(3 axes)
Class 5
(4 axes)
Class 6
(4 axes)
milling
Motions
Z X, Z X, Y, Z X, Z, C X, Y, Z, B X, Y, Z, C
Classes of
Machines-Tools
Class7
(4 axes)
turning
Class 8
(4 axes)
Class 9
(5 axes)
Class 10
(5 axes
Class 11
(5 axes)
Class 12
(5 axes)
Motions X, Y, Z, C 2x(X, Z) 2x(X, Z), C X, Y, Z,
A, C
X, Y, Z, B,
C
X, Y, Z, A, B
Figure 2: Structure of the multi-layer neural networks NN1 for the automatic choice of the machine- tools.
INTEGRATED FEED-FORWARD ARTIFICIAL NEURAL NETWORKS SYSTEM FOR MACHINES TOOLS
SELECTION
163
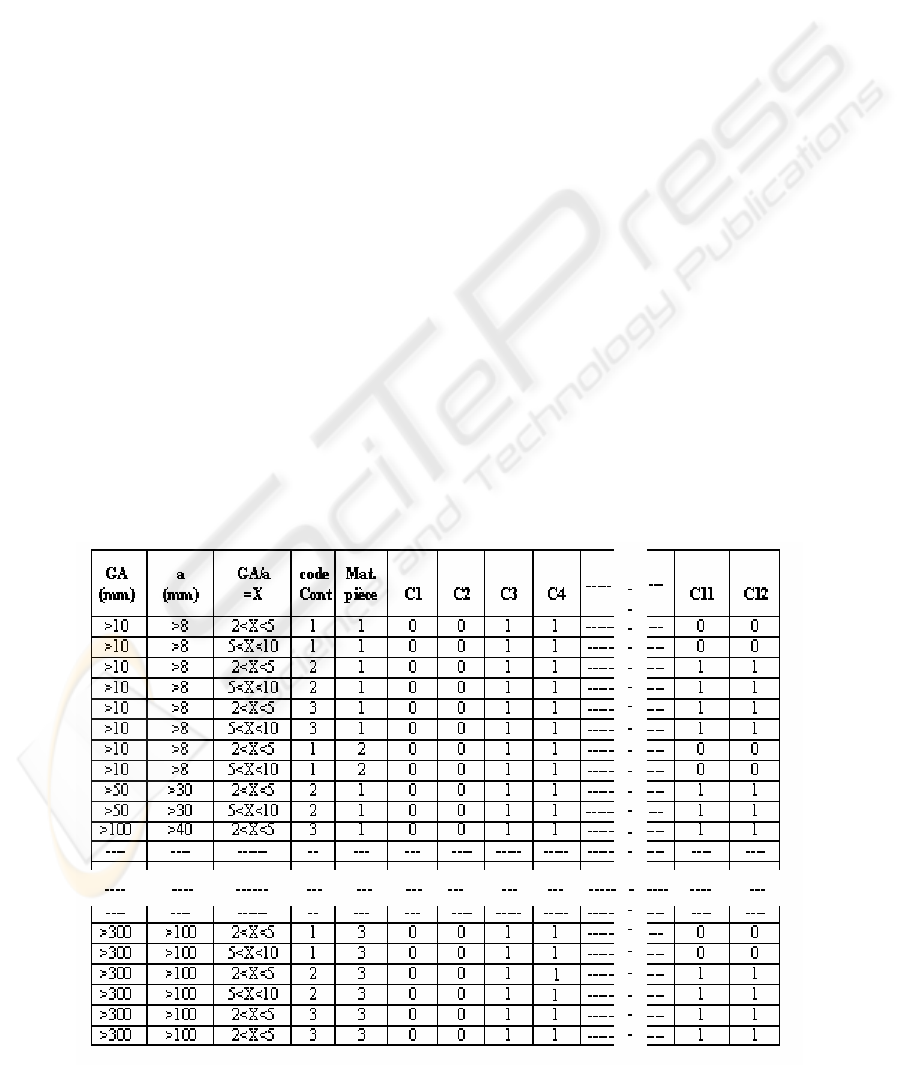
Table 2: Parameters of the neural networks NN1 for the automatic choice of machines- tools
because it receives the inputs vector, reciprocally the
last layer is a layer of outputs, it produces the
results. The intermediate layers are called hidden
layers, because states of neurons that they contain
are not observable. The proposed neural networks
are a self-adapting structure, it internally modified
until attaining the desired result following the phase
of training and generalization. Indeed, the training
is a development phase of neural networks during
which the behavior of the networks is modified until
ottaining the desired behavior. It is done in the
context of a task or a behavior to be learned.
Information to be treated is coded in the shape of a
inputs vector, which is communicated to the inputs
neural networks (A. Zouidi et al, 2004). The answer
of the network is interpreted starting from the value
of activation of its outputs neurons, of which the
outputs vector. It is a procedure which consists in
estimating the parameters of neural networks, so that
this one as well as possible fills the task which is
affected for him (J. Dunfied et al., 2004).At the end
of this process, the network was to be able to
generate the good solutions for examples which
were not seen before it is the objective of the
generalization phase. This process consists in
generalizing the outputs results of the inputs to
network do not belong to the training base. Indeed,
for the multi-layer neural networks, the training
algorithm used is the retro propagation of gradient
(A. Zouidi et al 2004).The application that we
proposed here for the resolution to machining
problems of prismatic interacting features of the
type groove /pocket
(H.Thomas, 2000).
Indeed, to respect constraints, the geometric
tolerances and the state of surface of workpiece
registered to the definition drawing of machining
feature (Mustafa Yurdakul, 2004), (N. Ahmadi et al.,
2002)
; we affected these features in three different
codes:
(1) without constraint,
(2) dimensional requirements,
(3) geometrical requirements and/or state of
surface.
Besides, we specified the material of
manufacturing workpiece while regrouping
materials in three families according to their
hardness by three different codes :
(1) alloys of copper and alloys of aluminum,
(2) soft steels ,
(3) hard steels and cast irons.
The outputs of the network consists of a matrix
of dimension (5x18), the set of these outputs
describes the proposed solutions by possible
machine-tools classes according to the desired
outputs (S1, S2, S3,…, S11, S12).
For this configuration of the neural networks, we
propose the different types of training according to
number of epochs, estimate of the gradient of errors
and the training function [7]
ICINCO 2005 - INTELLIGENT CONTROL SYSTEMS AND OPTIMIZATION
164
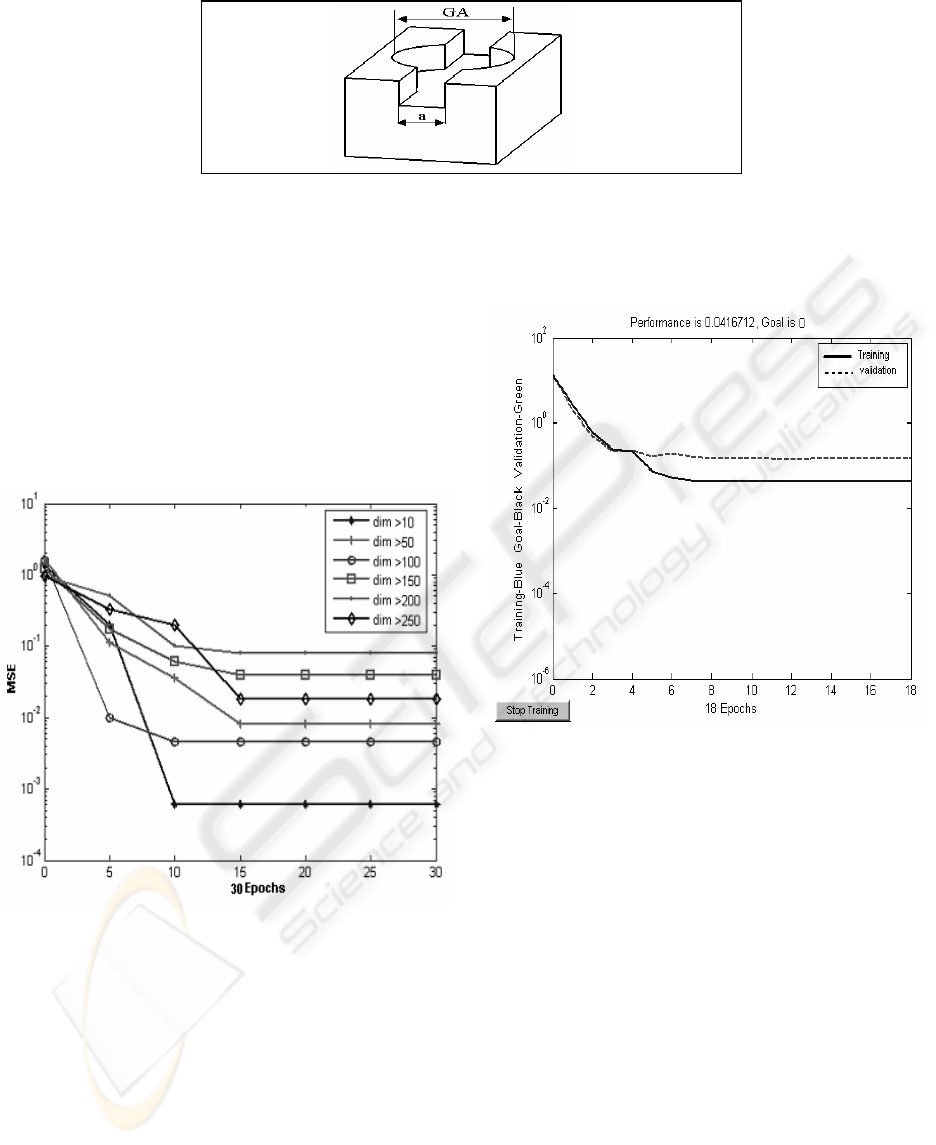
The graphs represented in the figure 4 shows the
evolution of the training mean squared error (TMSE)
according to the number of epochs and
measurements of machining features. Indeed, it is
noticed that the TMSE is weak for the different
measurements of the machining features of our
application and after 18 epochs according to the
proposed measurements, it will have the stability of
the network with a training mean squared error
(TMSE) minimal lower to 0.1.
In order to fix an optimal structure of neural
network, we must choose the parameters of network
well such as the number of the hidden layers, the
number of neurons in the hidden layer and the
function of training and adaptation. Indeed, the best
structure of network is obtained starting from a very
weak TMSE and an optimal number of epochs
"Kopt" so that the generalization mean squared error
(GMSE) is minimal. However, we have presented at
the graphs represented in figure 5 show the neural
networks system an input vector doesn’t belong to
the basis of training then we have examine the
generalization mean squared error and we have
compared it with the one of the training (R. Ben
Khalifa et al., 2003),
(N.BEN Yahia et al, 2000).
Evolution of the error of training (TMSE) and
generalization (GMSE) of our neuronal system for
the automatic choice of machines tools. We notice
that the error of generalization (GMSE) decreases
until a number of epochs (or iterations) to be
determined well, by this value error (GMSE)
increases. This translated it on training of the
network. Indeed, it is obliged to stop the training for
an optimal number of epochs (Kopt=18)
In order to choose the number of optimal neuron,
we made a series of training for the various numbers
of neurons in the hidden layer. The choice of the
optimal number of epochs corresponds to a minimal
GMSE and TMSE.
The number of neurons making it possible to
have a minimal TMSE in this case is 20 neurons.
This phase we enabled to choose the optimal
structure of the network. Lastly, the following
structure was fixed:
Figure 3: Intersecting features groove / pocket
Figure 4: Result of training of the network NN1.
Figure 5: Evolution of the training error and of
generalization of the NN1
.
INTEGRATED FEED-FORWARD ARTIFICIAL NEURAL NETWORKS SYSTEM FOR MACHINES TOOLS
SELECTION
165
- inputs and outputs: 5 inputs and 12 outputs,
- number of hidden layers: 1 only hidden layer,
- number of neurons in the hidden layer: 20
neurons,
- activation function : hyperbolic tangent for the
set of the neurons in the network.
3 DEVELOPMENT OF
NEURONAL SYSTEM NN2 FOR
THE CHOICE OF CUTTING
TOOLS
The structure of the automated choice system for
cutting tools that we used is based on the multi-layer
neural networks. They have the advantage of
making it possible with a certain number of tests to
model the machining process to prismatic features
by the proposal of the cutting tools.
The application that we have proposed here for
the automatic choice of cutting tools by neural
networks is the same that the one for automatic
choice of machine-tools, the feature studied consists
of prismatic interacting features of type groove /
pocket (figure 3).
The study of various solutions of choice of
cutting tools proposed by expert production
specialist (or equivalent) which will be coded with
the nodes of inputs of networks. Indeed, the inputs
of the system are coded and organized in a matrix
whose columns are a interval of dimensions (GA, a),
studied types of constraints and material of features,
as well as desired exits are tools classes (c1, c2,
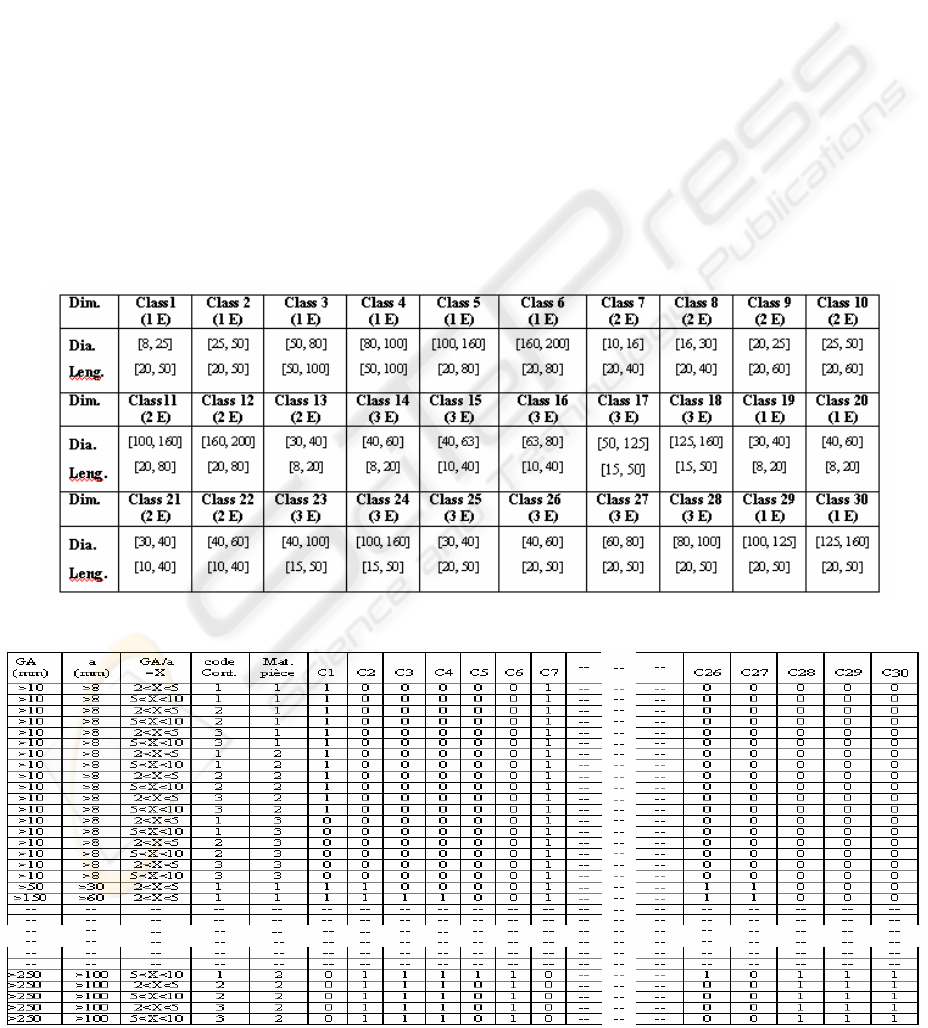
c3..., c30). Table 4 shows the parameters of neural
networks for the 30 classes which are shared in
relation to interval of cutting tools dimensions
(diameter and length) (table3).
Table 3: Classification of the rotatin
g
tools.
Table 4: Parameters of the neural networks NN2 for the automatic choice of cutting tools
ICINCO 2005 - INTELLIGENT CONTROL SYSTEMS AND OPTIMIZATION
166
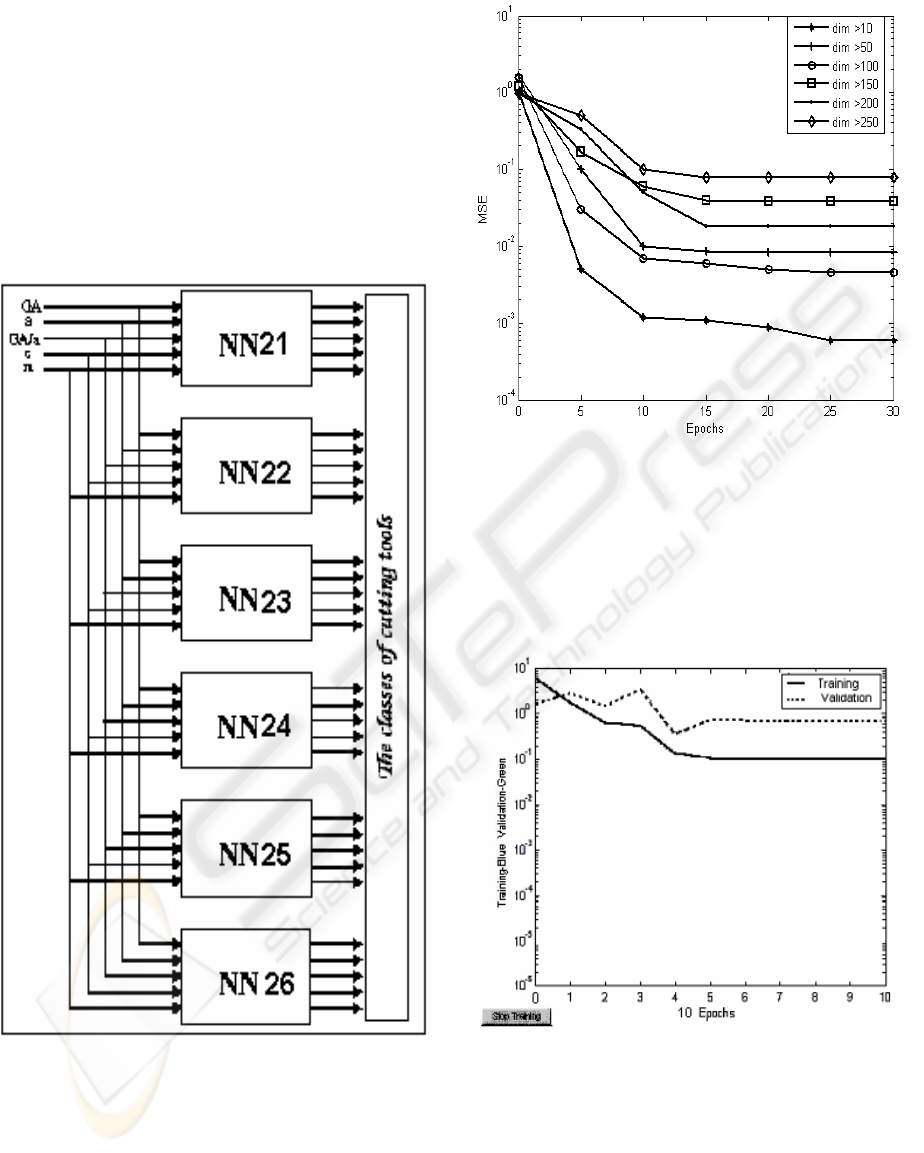
The best solutions of the choice of cutting tools
classes for an effective system are obtained by
separated 6 networks (NN21, NN22, NN23, NN24,
NN25, NN26) (figure 6), every network to a matrix
of input and a matrix of output in the same way
dimension (5x18) (table 4). Outputs of every
network also constitute a matrix of dimension
(5x18), the whole of these outputs describes
solutions proposed by the possible cutting tools
classes according to desired outputs (S1, S2, S3, S4,
S5…, S29, S30) (R. Ben Khalifa et al., 2003).
We have studied the evolution of training error
only for the network NN21 since the different results
that we have found for other networks are nearly
very near. The figure 7 shows the evolution of the
training mean squared error TMSE according to
number of epochs and measurements of machining
features for neural networks NN21.
Besides, it is noticed that the TMSE is weak for
the different measurements of the machining
features of our application and after 10 epochs
according to the proposed measurements, it will
have the stability of the network with a training
mean squared error (TMSE) minimal lower to 0.1.
The graphs represented in figure 8 show the
evolution of the error of training (TMSE) and
generalization (GMSE) of our neuronal system for
automatic choice of cutting tools.
The optimal
number of epochs in this case is k
op
=10 epochs.
Figure 6: Global architecture of neural system NN2
Figure 7: Result of training of the network NN21
Figure 8: Evolution of the training error and of
generalization of the NN21
INTEGRATED FEED-FORWARD ARTIFICIAL NEURAL NETWORKS SYSTEM FOR MACHINES TOOLS
SELECTION
167
This phase has permitted us to choose the
structure of the optimal network.
Finally, the following structure was fixed:
- inputs and outputs: 5 inputs and 5 outputs,
- number of hidden layers: 3 hidden layers
- number of neurons in the hidden layer: 30
neurons,
- activation functions: hyperbolic tangent for the
whole of neurons in the network.
In this application, we have defined a network of
neurons that permits a choice efficient of cutting tool
classes, a generalization sequence different training
sequence permitted to specify performances of the
neural networks. Several trainings permitted to fix
the optimal structure of the network, permitting it to
have a maximal generalization capacity (minimal
GMSE). (R. BenKhalifa et al., 2005).
4 DEVELOPMENT OF THE
INTERFACE OF NEURONAL
STSTEM
In order to model this kind of application, we must
create an interfacing-user under CAD/CAM
software that allows the process planners to
communicate with these applications of a simple and
fast manner. We have created a user-interface with
Visual Basic language under CAD system software,
as well as we have created an interfacing or
compilation between MATLAB and VBA under
CAD system.
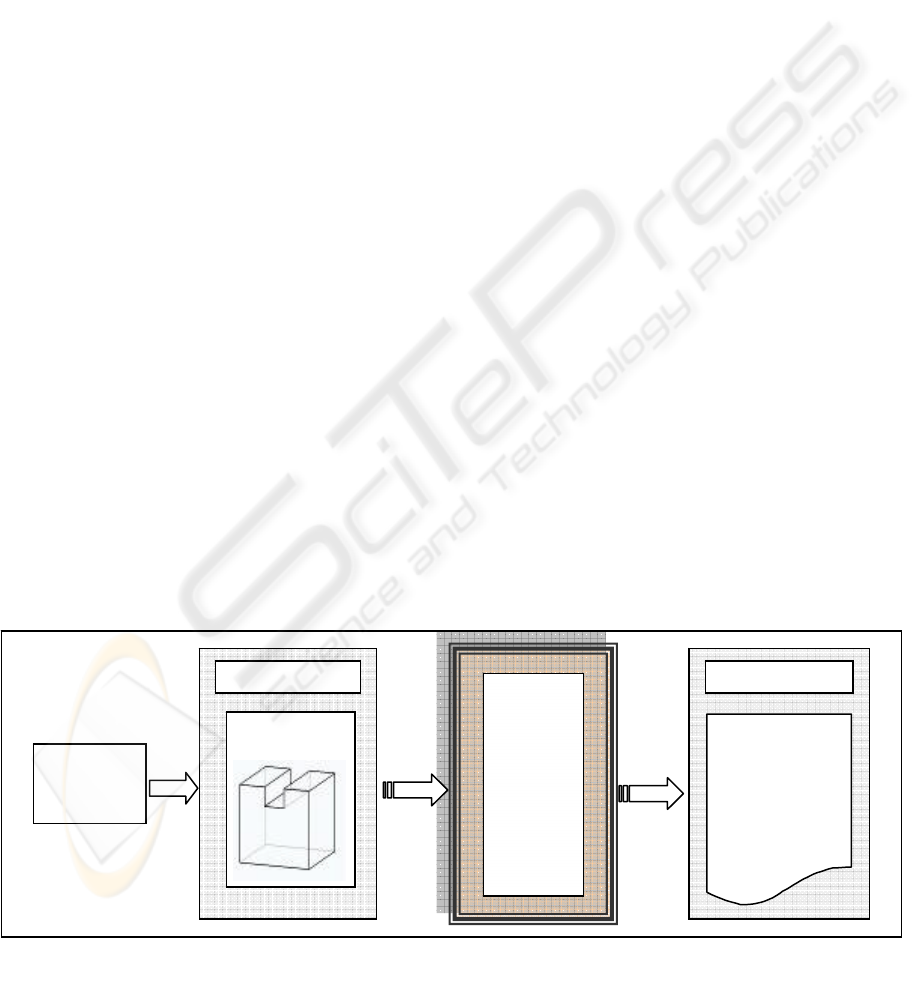
We show in figure 9 the module of neuronal
system interface with CAD/CAM systems. This
module was to realize with Visual Basic language,
it makes possible to facilitate the communication
and use of neuronal system for automatic choice of
machines and the cutting tools ( Mustafa Yurdakul,
2004).
5 CONCLUSION
From the expertise in process planning, we have
succeeded in structuring several technological data
under shape of arrays (matrixes) that are going to
have entered directly in the structure of the network
under Matlab by his Tool-box
(N.BEN Yahia, 2002).
The validation has been proposed here for the
relative cutting tools choice to interaction machining
features of type groove / pocket.
The approach neuronal remains promising in
relation to approaches of by variants, especially in
the speed of implantation and appropriate up to date
in industry manufacturing, as well as the precision in
the automatic choice of machines-tools of the data
base. The proposed system permits as the
verification of consistency machine-tools/machining
features.
Demand
product
CAD S
y
stem
Module of the neuronal
System
CAM S
y
stem
Program NC
%100
N10………….
N20………….
Figure 9: Module of the interface of neuronal system
ICINCO 2005 - INTELLIGENT CONTROL SYSTEMS AND OPTIMIZATION
168

REFERENCES
A. Zouidi, A. Chaari M. Stambouli and F. Fnaiech «
Nonlinear Continuous Time Modeling of a High
Pressure Mercury Vapor Discharge Lamp Using Feed
ForwardBack-propagation Neural Networks » IEEE
icit 2004 Yasmine-Hammamet, December 8-10, 2004.
C.Gologlu « Machine capability and fixturing constraints-
imposed automatic machining set-ups generation »
Journal of Materials Processing Technology 148
(2004) 83–92.
Chiung Moon , Moonhwan Lee, Yoonho Seo, Young Hae
Lee « Integrated machine tool selection and operation
sequencing with capacity and precedence constraints
using genetic algorithm », International Journal of
Computers & Industrial Engineering 43 (2002) 605–
621.
G.Chryssolours, S.Zannis, C.Derdas, K.Tsirbas, «
Dimensional Accuracy of FDM Parts » The 34
th
CIRP
International Seminar on Manufacturing Systems, 16-
18 May 2001, Athenes, Greece.
H.Thomas, « Génération de séquences d’alésage par
approche neuronal », IDMME 2000, 3rd International
Conference on Integrated Design and Manufacturing
for Mechanical Engineering, Canadian Society for
Mechanical Engineering.
I.Drstvensek et M. Brezocnik « On intelligent CAD/CAPP
Integration Base on Feature Recognition and
Evolutionary Computation », IDMME 2000, 3
rd
International Conference on Integrated Design and
Engineering, Canadian Society for Mechanical
Engineering 2000.
J. Dunfied, M. Tarbouchi and G. Labonte « Neural
Network Based control of a Four Rotor Helicopter »
IEEE icit 2004 Yasmine-Hammamet, December 8-10,
2004.
L. Ding1, Y .Yue Novel « ANN-based feature recognition
incorporating design by features », International
Journal of Computers in Industry xxx (2004) xxx–xxx.
MANDON N, L’emploi-type étudié dans sa dynamique,
CEREQ, Collection Documents, 1991.
Mustafa Yurdakul, « AHP as a strategic decision-making
tool to justify machine tool selection », Journal of
Materials Processing Technology 146 (2004) 365–
376.
N.BEN Yahia, F. Fnaiech, B.Hadj Sassi, « Application des
réseaux de neurones multicouche pour
l’élaboration de phase d’usinage », Conférence
International Francphonie d’Automatique CIFA, pp 640
645, 5-7 Juillet, 2000.
N.BEN Yahia et B.Hadj Sassi, « Elaboration automatique
de phases d’usinage basé sur les réseau de neurones
artificielles » Conférence International de Productique
( CPI 99) 25-26 Nov. 1999 au Maroc (FST de Tanger).
N.BEN Yahia. Processus d’élaboration de gamme
automatique d’usinage : application aux entités
prismatiques Thèse de doctorat, ENIT, 2002.
N. Ahmad and A.F.M. A.Haque « Artificial Neural
Networks Based process selection for cylindrical
surface machining », Proceedings of the Int. Conf. on
Manufacturing, ICM 2002 09-11 August, 2002,
Dhaka. pp.321 – 326.
R. BEN Khalifa, N. BEN Yahia, A. Zghal, « Elaboration
d’un système neuronal pour le choix automatique des
outils tournants », Journées Scientifiques et
Pédagogiques de Mécanique et Energétique JSPME
ISET Gafsa, 1, 2, 3 Décembre 2003 p101-107.
R. BEN Khalifa, N. BEN Yahia, A. Zghal, « Choix
automatique des machines-outils basé sur les réseaux
de neurones multicouches », Premier Congrès
International Conception et Modélisation des
Systèmes Mécaniques, CMSM’2005 23-25 Mars
s2005, Hammamet Tunisie.
BEN Khalifa, N. BEN Yahia, A. Zghal, «Automated
selection of machines-tools using artificial neural
networks », 2nd AUS International Symposium on
Mechatronics, AUS-ISM05, April 19–21, 2005,
American University of Sharjah Sharjah, United Arab
Emirates.
R. BEN Khalifa, N. BEN Yahia, A. Zghal, «Intégration
des réseaux de neurones multicouches pour le choix
automatique des machines-outils », 6
e
Congrès
international de génie industriel – 7-10 juin 2005
Besançon, France.
W.Eversheim, M.Koschig, N.Michalas, « Knowledge-
based Technology Data Management » The 34
th
CIRP
International Seminar on Manufacturing Systems, 16-
18 May 2001, Athenes, Greece.
INTEGRATED FEED-FORWARD ARTIFICIAL NEURAL NETWORKS SYSTEM FOR MACHINES TOOLS
SELECTION
169
