
Proposal Model for Stamping Application Using
Artificial Neural Networks System
Noureddine Ben Yahia, Sabeur Abid and Ali Zghal
ESSTT, University of Tunis, 5 avenue Taha Hussein, Montfleury,1008 Tunis, Tunisie;
Abstract. In this research, the approaches of feature stamping design and
Artificial Neural Networks (ANN) are combined to automate the process
planning task and to generate process groups for set-ups. The model created in
Computer Aided Process Planning (CAPP) system can provides different
process using ANN for cylindrical parts. This model is composed by three
principal modules, the first relates to geometrical in 3D modeling, the second
treats calculations of the stamping process parameters and the third module
proposes the processes of obtaining a final part using ANN system. The
development of this system is based on the experiments and the knowledge to
make specialists in this field. Indeed in this work we started with a theoretical
study concerning the influence of the parameters of stamping and the causes of
the principal defects of an operation of working of the cylindrical parts and the
proposal for several typical examples of processes which are validated with
industrialists. In this work we focus only in ANN structure for this application,
what is Input? What is output ? to give industrial solution. The proposal method
can substantially reduce the time needed to generate process plan and the results
are of consistentquality.
1 Introduction
Computer Aided Design and Manufacturing (CAD/CAM) technologies have evolved
over the last decade to automate and integrate various stages of the product cycle to
improve the productivity of the conventional design and manufacturing activities. In
typical product development processes, the manufacturing process passes by several
stages in the manufacturing companies. The research works is directed to the
automation of manufacture, such as the automatic range in machining, folding, cutting
like in stamping. The automation of stamping forms the object of this research [1, 9,
10, 13].
Furthermore Process Planning is the critical bridge between design and
manufacturing. Design information can be translated into manufacturing language
only through process planning.
In this paper, we present an intelligent CAPP methodology based on trained Artificial
Neural Networks which help the designer to choose the sequence of stamping
operations based on the attribute of feature components and matrix [6, 8].
The paper is organized as follows. In section 2 we describe the problem of stamping
process planning, while in section 3 we present the model for design by feature. In
Ben Yahia N., Abid S. and Zghal A. (2005).
Proposal Model for Stamping Application Using Artificial Neural Networks System.
In Proceedings of the 1st International Workshop on Artificial Neural Networks and Intelligent Information Processing, pages 103-111
DOI: 10.5220/0001177001030111
Copyright
c
SciTePress

section 4 we propose the new neural method for automated stamping process. Finally
in section 5 we give a conclusion and perspectives.
2 Problem Formulation
The traditional method of process planning is centered on the “process planner”. The
process planner typically needs diverse applied knowledge in both design and
manufacturing and uses this knowledge, past experience, handbooks and/or various
databases to translate the product engineering requirements into detailed
manufacturing.
Examining the recent developments in CAPP, it can be observed that is now in a
strategic position. Key research issues of CAPP must include:
- Development of methodologies for complete product definition that
captures the design, functional, and manufacturing aspects of the part,
- Automation of process planning knowledge acquisition with artificial
intelligence pradigms,
- Development of intelligent interface between CAD and CAM.
3 Model for Design by Features
3.1 Knowledge Base for Process Planning
The first part of this paper presents a new methodology for the description of the
profile aimed job. This method is called Job kind in dynamic study, known as ETED
[5].
The analysis of a knowledge planner consists to extract the knowledge of the expert
that it has acquired in general by an initial training of professional experience
displayed on several years, perhaps of tens years. This task of knowledge experts
extraction is the spring of an analyst. This analyst is capable to identify the different
real problem types well often complex that pose. It has to find methods of
representation of real closest environment.
In our case of study, we are placed in the context of a workshop producing in middle
and/or big batch size of various pieces that are composed by several cylindrical parts.
Following this, we have constituted a sample of persons to inquire, that represent
several activities :
- The use of mechanical factories including the operators on numerical machine-tool,
the planner and the expert in stamping,
- Mechanical teachers for, technological institutes, professional training centers and
study offices which are specialized in CAD/CAM solutions.
From centering of the planner’s competence, we proceed directly to the individual
which concerns the deciphering of the function of CAPP applied on cylindrical parts.
Waited results of these meeting are:
- identify constraints used during the elaboration of manufacturing plan,
104
- identify the order of constraints according to their importance,
- determine the organization of sequences operations for stamping parts,
- determine of the choice criteria for operations organization in dimensions and in
constraint function,
- determine criteria of the choice of manufacturing tools for cylindrical features
3.2 Feature Based Modeller
The results of Process Planing Knowledge base concerns the creation and
manipulation of manufacturing feartures for each free types or interaction between
them. The feature modeller is based on standard STEP [5].
In this work, features are considered to be regions of a part having some
manufacturing significance. The particular manufacturing context consider a stamping
features. In our examples we have developed 12 cylindrical features denoted: F1, F2,
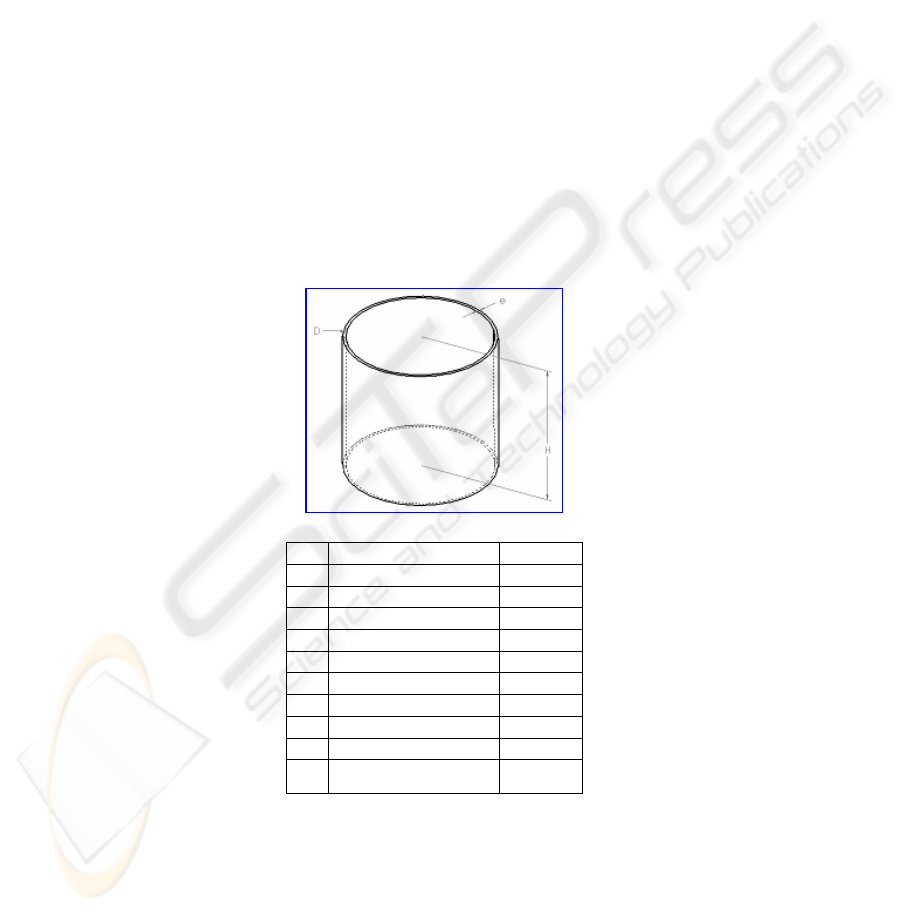
F3,….F12. Each feature is composed by a set of attributes. In figure 1 and 2 we give
tow examples (F3, F9) of features and their attributes.
In this work we consider cylindrical parts. Each part is composed by one or some
cylindrical features (figure 3).
In the following we will describe the Neural Network method for process
organization.
N° Attributes
1 Code F3
2 Number 1
3 diameter D
4 Width e
5 Height H
6 Orientation (0,0,1)
7 Tolerance (e) IT(e)
8 Tolerance (H) IT(H)
9 Tolerance (D) IT (D)
10 Position A3
Fig. 1. Feature F3
105
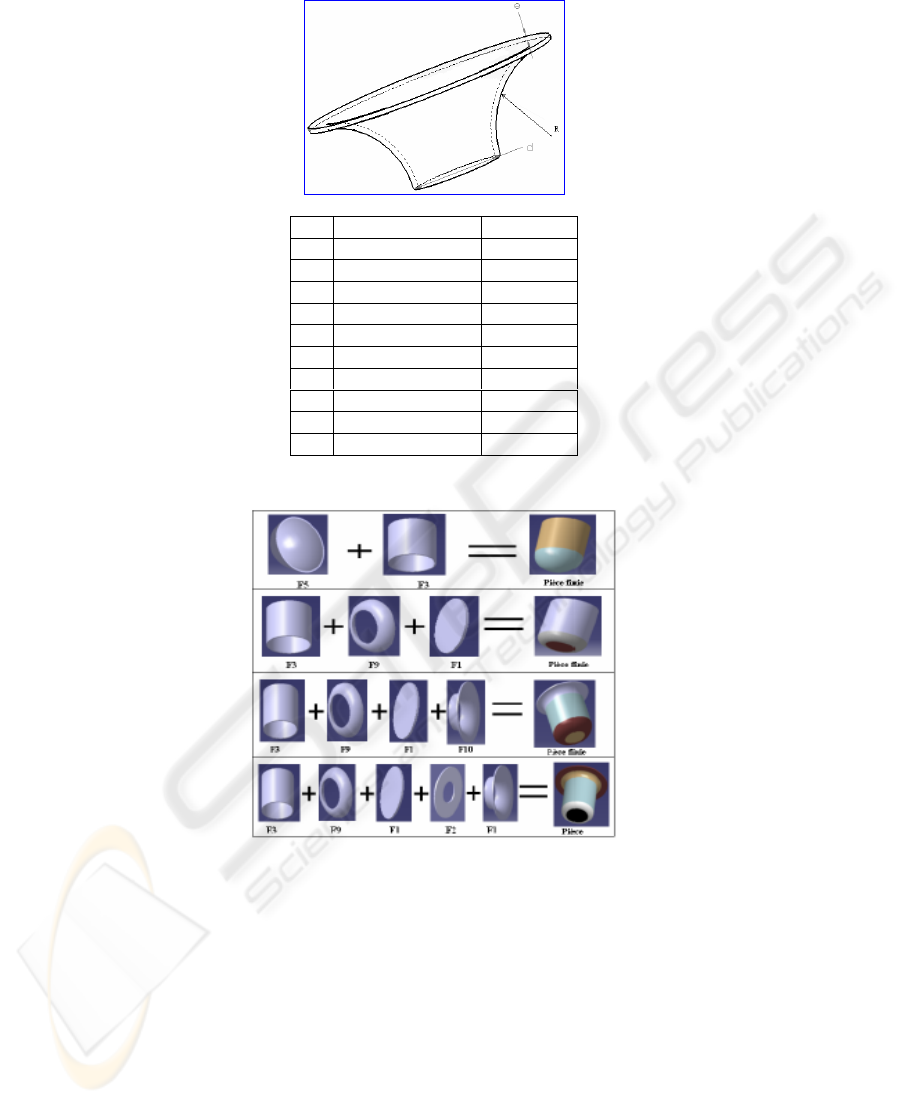
N° Attributes
1 Code F9
2 Number 1
3 Radius R
4 Width e
5 Diameter d
6 Orientation (0,0,-1)
7 Tolerance (e) IT(e)
8 Tolerance (R) IT(R)
9 Tolerance (d) IT (d)
10 Position A3
Fig. 2. Feature F9.
Fig. 3. Examples of composed features
4 New ANN Method for Automated Stamping Process
4.1 Neural Networks Architecture
In this section, we present a method of process organization of manufacturing by
using an Artificial Feed-Forward Neural Networks system where the learning
mechanism is the backpropagation algorithm [2, 3, 4, 7].
106
The basic Neural Networks architecture includes an input layer of neurons that
receive the binary or continuous valued input signals, a number of hidden
(intermediate) layers that are highly interconnected and output layer with one or more
neurons [9, 10, 11].
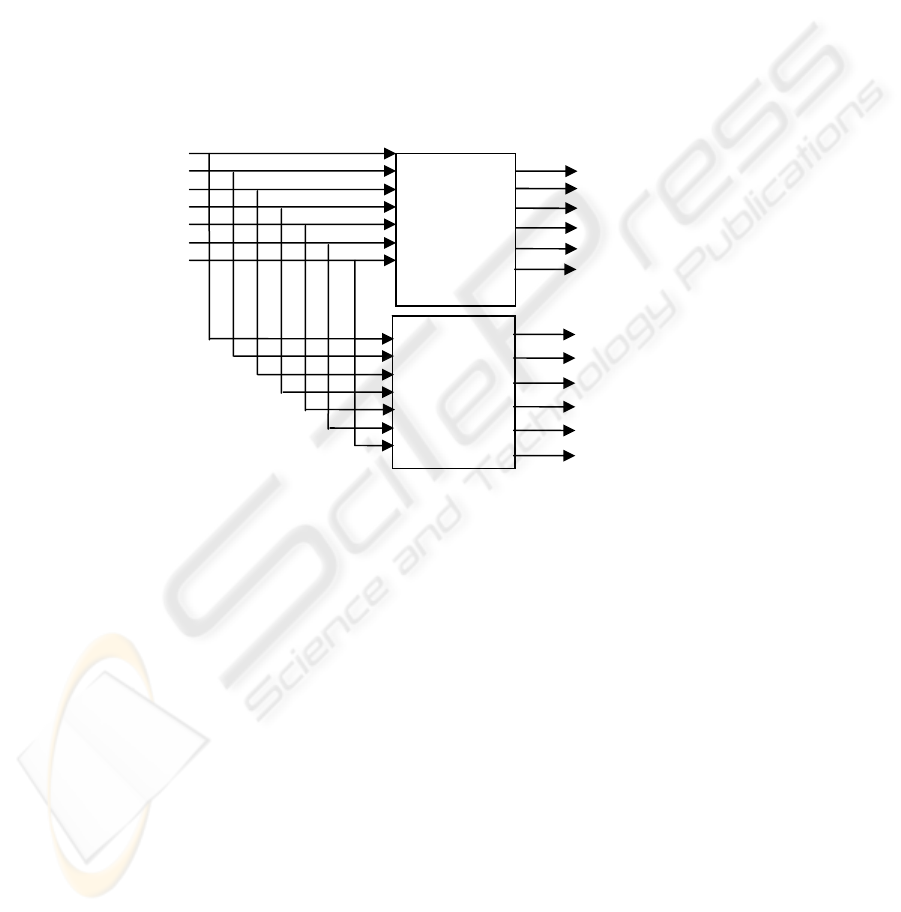
The global system for process planning is composed by two related Neural Networks
(NN1 and NN2) with a parallel structure (Figure 4):
- NN1 is capable to select a machining operations:
A stamping operation is attributed to a previously recognized manufacturing features.
The choice is made according to specific technological knowledge and is based on
rules following geometric and tolerance considerations [14].
- NN2 is capable to select machining tools to be used:
The same logic is applied to each operation and feature, and the appropriate
machining tools are selected. Outputs of the Neural Networks system constitute a
matrix, which is represented by binary form.
Fig. 4. Global Neural Networks architecture
NN1 architecture is composed by five elementary Neural Networks (NN11, NN12,
NN13, NN14, NN15) given in Figure 5.
In Figure 6 we propose one example of outputs of neural Networks NN1. this system
can provide five process possible for the same final shape but we don’t have the same
tools.
Process 1
Process 2
Process 3
Process 4
Process 5
Process i
Class Tool. 1
Class Tool 2
Class Tool 3
Class Tool 4
Class Tool 5
Class Tool 6
Class Tool i
Features
NN1
NN2
107
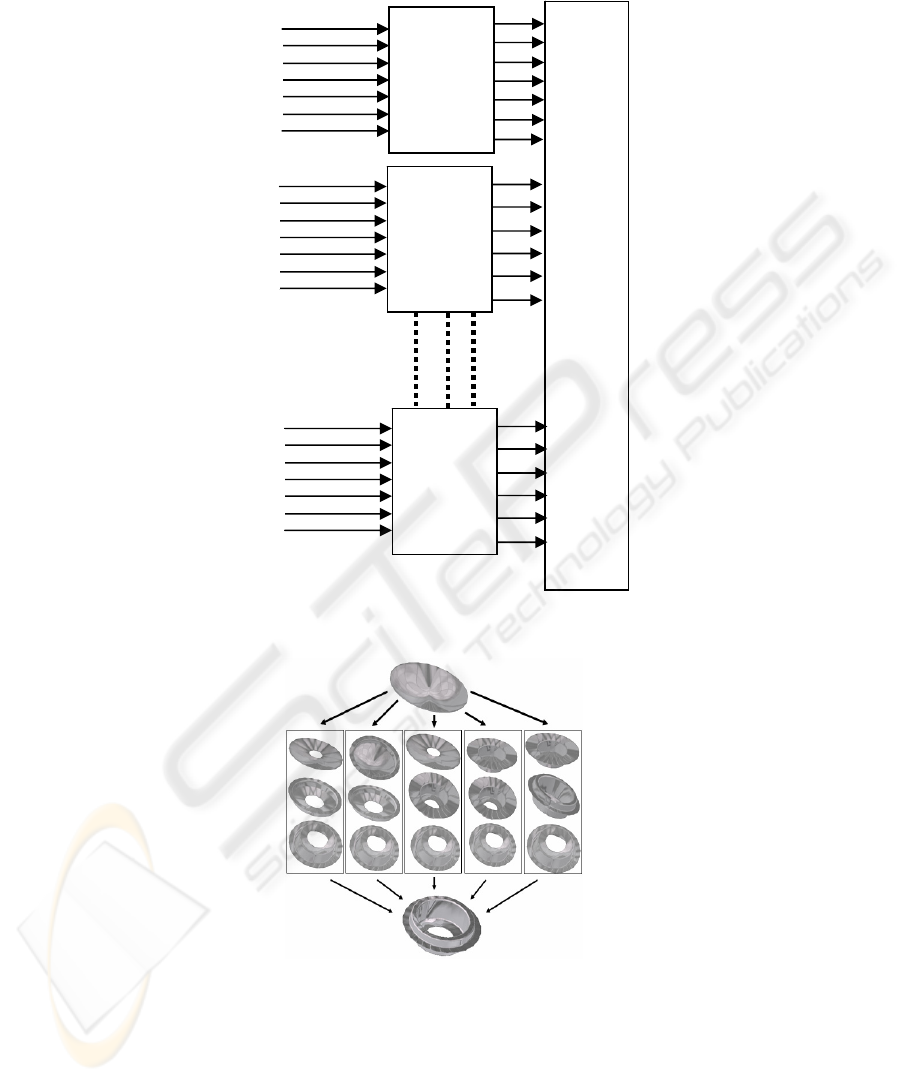
Fig. 5. Architecture for NN1
Fig. 6. Output of NN1 system
In order to prepare database for NN1 system we have to construct matrix for each
composed parts with cylindrical features. For example in figure 7 we consider three
simple elements to construct a final cylindrical parts.
Features
Features
Features
NN11
NN12
NN15
Process Planning for Features,
Elémentaries and interaction Features
108
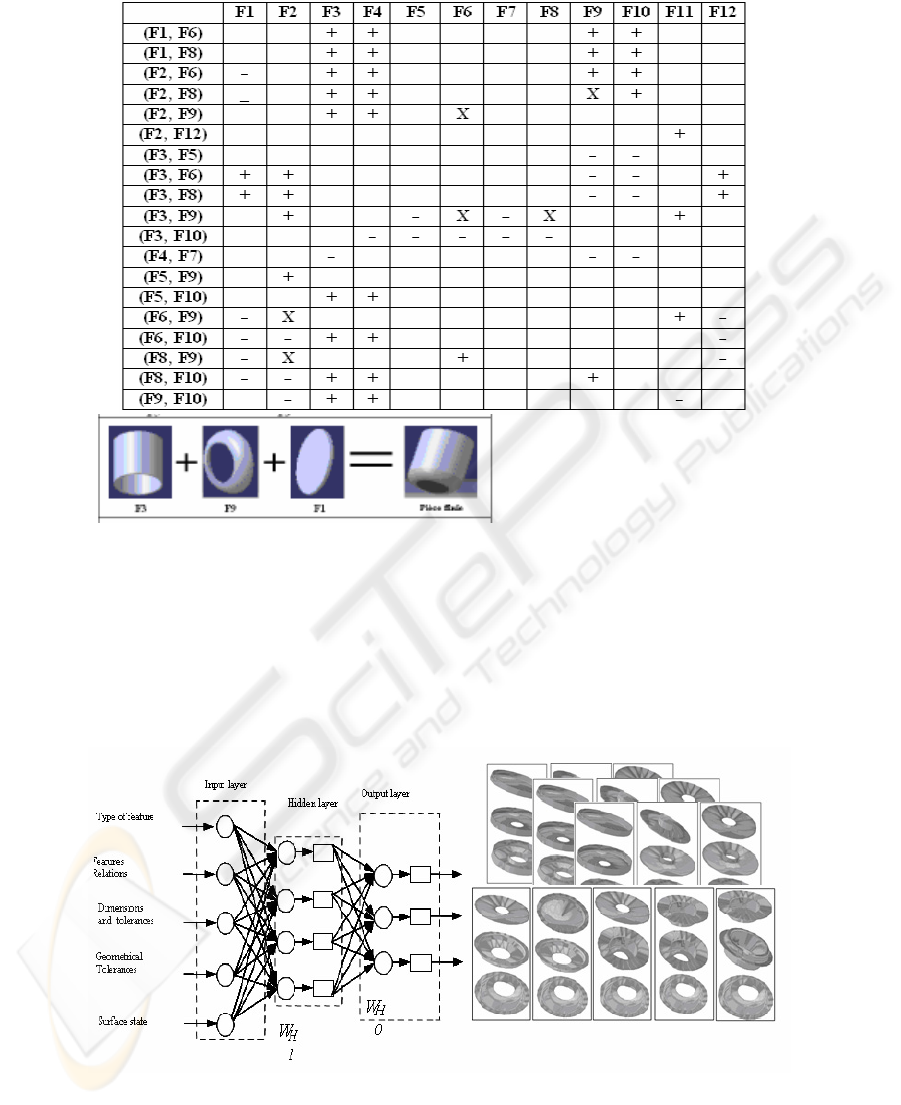
(-): First element added to the part
(+): last element added to the part
(X): the third element added can be
the first or the last element of the
part
Fig. 7. Example of matrix parts with three simple elements
4.2 Development of Neural Networks System
The structure of the automated choice system for stamping process that we have used
is based on the multi-layer neural networks. They have the advantage of making it
possible with a certain number of tests to model the machining process to prismatic
features by the proposal of the cutting tools (figure 8).
Fig. 8. Example, Neural Networks structure of NN11.
109
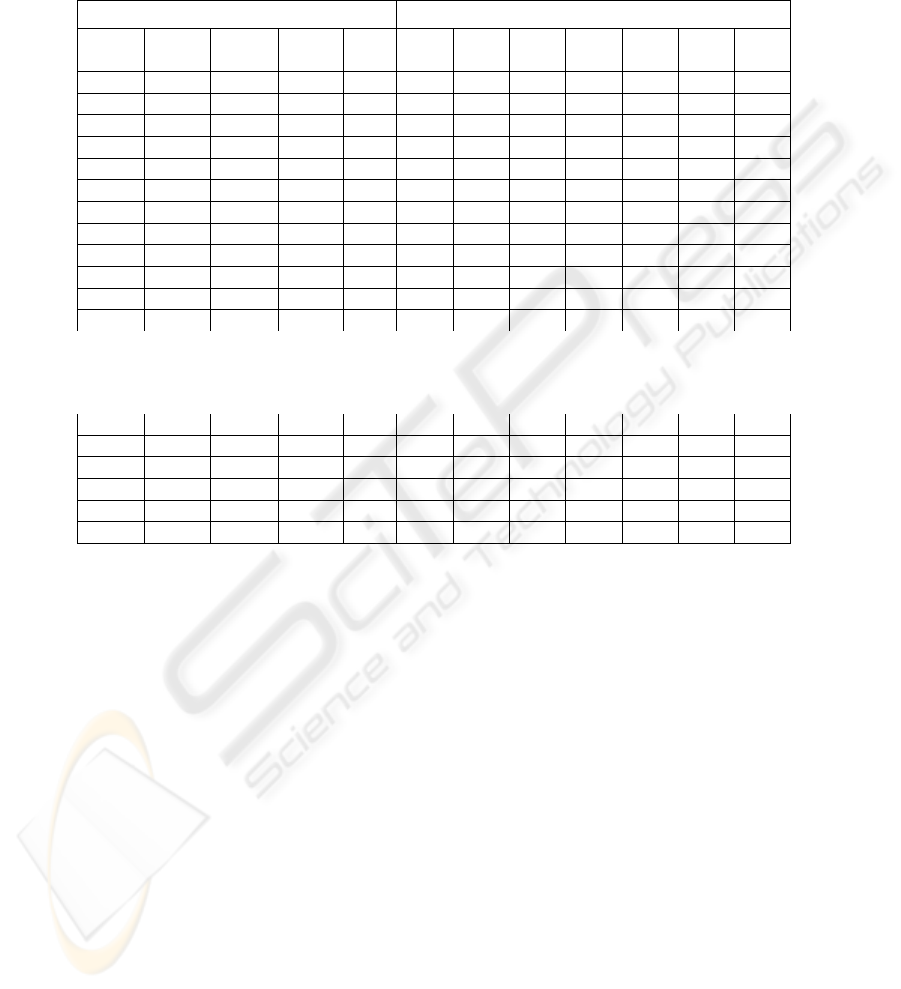
For the example of figure 8 we present in the flowing Input and output vectors for
the NN1 system.
The input vector is formed by feature attributes and output vector represent the
automated stamping process (figure 9)
NN1 INPUT NN1 OUTPUT
R
(mm)
h/d
(mm)
d
(mm)
e
(mm)
Ma S01 S02 S03 S04 S05 S06 S07
>d/4 > 0.5 >10 0.2 1 1 1 1 1 1 1 1
>d/4 > 0.5 >10 0.2 2 0 1 1 1 1 0 0
>d/4 > 0.5 >10 0.2 3 0 1 1 1 0 0 0
>d/4 > 0.5 >10 0.4 1 1 1 1 1 1 1 1
>d/4 > 0.5 >10 0.4 2 0 1 1 1 1 0 0
>d/4 > 0.5 >10 0.4 3 0 1 1 1 0 0 0
>d/4 > 0.5 >10 0.6 1 1 1 1 1 1 1 1
>d/4 > 0.5 >10 0.6 2 0 1 1 1 1 0 0
>d/4 > 0.5 >10 0.6 3 0 1 1 1 0 0 0
>d/4 > 0.5 >10 0.8 1 0 1 1 1 1 1 0
>d/4 > 0.5 >10 0.8 2 0 1 1 1 1 0 0
>d/4 > 0.5 >10 0.8 3 0 1 1 1 0 0 0
--- --- --- --- --- --- --- --- --- --- --- ---
--- --- --- --- --- --- --- --- --- --- --- ---
--- --- --- --- --- --- --- --- --- --- --- ---
--- --- --- --- --- --- --- --- --- --- --- ---
>d/20 >2 > 100 > 2 1 1 1 1 1 0 0 0
>d/20 >2 > 100 > 2 2 0 1 1 1 0 0 0
>d/20 >2 > 100 > 2 3 0 1 1 1 0 0 0
>d/20 >2.5 > 100 > 2 1 0 1 1 1 0 0 0
>d/20 >2.5 > 100 > 2 2 0 1 1 1 0 0 0
>d/20 >2.5 > 100 > 2 3 0 1 1 1 0 0 0
Fig. 9. Matrix of input and output vectors.
5 Conclusion
In this paper we have presented a new method of automated stamping process (CAPP
system) based on Artificial Neural Network.
The development of powerful and flexible CAPP system will be useful to the
manufacturing engineering specialists working in concurrent engineering teams.
The advantage of this new method of process planning is the ability to generate an
optimal sequence which is difficult in a real manufacturing environment.
In the present work, use of Artificial Neural Networks approach has enabled to
develop a very flexible intelligent CAPP methodology that can be easily trained to
handle new types of components. A component with cylindrical features has been
analyzed by this procedure. The methodology presented here can substantially reduce
the time needed to generate process plans and the results are of consistent quality.
110

References
1. A. Zouidi, A. Chaari M. Stambouli and F. Fnaiech 2004 «Nonlinear Continuous Time
Modeling of a High Pressure Mercury Vapor Discharge Lamp Using Feed
2. D. Kiritsis ‘‘A Review of Knowledge-Based Expert Systems for Process Planning.
Methods and Problems’’Advanced Manufacturing Technology 10:240-262. 1995
3. I. Drstvensek et M. Brezocnik ‘‘ On inteligent CAD/CAP Integration Based on feature
Recognition and Evolutionary Computation.’’ IDMME 2000, 3rd International Conference
on integrated Design and Manifacturing for Mecanical ingineering, Cnadien Society for
Mechanical Engineering 2000.
4. J.P.Hao, Y.L. Yu, Q. Xue 2002 « A maintainability analysis visualization system and its
development under the AutoCAD environment” journal of Materials Processing
technology 129 p 277-282, 2002
5. N. Ben Yahia, F.Fnaiech, B.Hadj Sassi 2000 « Application des réseaux de neurones
multicouche pour l’élaboration de phase d’usinages.’’ Conférence international
Francophonie d’automatique CIFA pp6410,645,5-7 juillet 2000
6. N. Ben Yahia et B.Hadj Sassi, 1999 « Elaboration automatique de phases d’usinage basé
sur les réseau de neurones artificielles » Conférence International de Productique ( CPI
99) 25-26 Nov. 1999 au Maroc (FST de Tanger).
7. N. B. Yahia, F. Fnaiech, and S. ABID, "Manufacturing Scheduling using Multilayer
Neural Network", Computational Engineering in Systems Applications CESA'2003, July
9-11, 2003, Lille, France.
8. N. B. Yahia, F. Fnaiech and S. ABID, "Manufacturing Process Planning Application using
Artificial Neural Networks", 2002 IEEE International Conference on Systems, Man and
Cybernetics (SMC'02), October 6-9, 2002, Hammamet, Tunisia.
9. R. Ben Khalifa, N. Ben Yahia, A. Zghal, «Automated selection of machines-tools using
artificial neural networks », 2nd AUS International Symposium on Mechatronics, AUS-
ISM05, April 19–21, 2005, American University of Sharjah Sharjah, United Arab
Emirates.
10. R. Ben Khalifa, N. Ben Yahia, A. Zghal, «Intégration des réseaux de neurones
multicouches pour le choix automatique des machines-outils », 6e Congrès international
de génie industriel – 7-10 juin 2005 Besançon, France.
11. J. Carlos Espíndola Ferreira and A. José Álvares 2003 “CAD/CAPP/CAM integration
methodology for the remote manufacture of cylindrical parts though the web” 17th
International Congress of Mechanical Engineering 03, São Paulo, SP,2003.
12. J. Dunfied, M. Tarbouchi and G. Labonte 2004 « Neural Networks Based control of a Four
Rotor Helicopter » IEEE icit 2004 Yasmine-Hammamet, December 8-10, 2004
13. S. Abid, F. Fnaiech and M. Najim ‘‘A Fast FeedForward Training Algorithm Using A
Modified Form of Standard Back-Propagation Algorithm’’ IEEE Transactions on Neural
Networks, pp. 424-430, March 2001.
14. W. Eversheim, M. Koschig, N. Michalas ‘‘Knowledge-based Technology Data
Management’’The 34th CIRP International Seminar on Manufacturing Systems, 16-18,
Athenes, Greece. May 2001.
111
